
AUTHOR: Mickey Bower, Interflex Southeast Technical Sales Rep
The strange time of the Covid -19 pandemic gave me a new take on the words written by Charles Dickens, “It was the best of times, it was the worst of times.”
“The Worst of Times”
The world economy was crippled. People were dying from an unseen enemy. State and Federal governments were at odds about how to proceed. Do we open back up business? Do we keep everything closed? We had social distancing, stay at home orders, debates on constitutional rights and the news media fanning the flames. It was utter chaos.
“The Best of Times”
Our “fast lane” lives slowed down. I was not walking in from work in the evenings, grabbing a bite to eat, and kissing my wife goodbye as I leave again to pick up my son from his afterschool activities. My daughter, a sophomore in college, was upstairs doing online school instead of miles away on campus. My wife, who works in mental health, can do some of her work from home. My family was together. We were as safe as we could be at the time. We could actually have a dinner together and discuss the day. It was quality time with my loved ones that we had not had in a while. Now, I know that my children did not see it that way. Maybe even my wife was starting to feel the same as the kids. Boredom seems to be the keyword in a lot of conversations at my household. My son asked me: “So Dad, what would you say to me shaving my head?”
My first response was “Why?”
He answered “Because I am bored”
My wife’s response was “How about a puzzle?”.
Puzzles can be not only an interesting past time activity but they also help us develop a way of problem solving that can be applied to other situations.
Today’s printers have so many options available to them. They have different types of plate materials, sticky backs, inks, substrates, anilox configurations, and volumes. It is like a puzzle that they need to put together. How do you solve this puzzle? Here are a few recommendations that I have based on my experience. (Also my experience at home; My son still has his hair.)
First, have a clear picture of your goal. If you have ever tried to put a puzzle together without a picture or the box to use as a reference, you understand the importance of this. Knowing the goal you want to achieve helps everyone involved.
Next, make sure you have all the pieces you need to achieve the goal. How many of you have put together 499 pieces on a 500 pieces puzzle? It takes a lot of effort and you still don’t have a finished product.
Last thing is to have a plan to keep the finished product going long term. This is the glue that holds the puzzle together.
Let’s now breakdown each step and assign some ownership to them.
Have a Clear Picture of What You are Trying to Achieve
Samples of what you are trying to make are essential at this stage. Ownership of this should be handled by the printer and/or printer’s sales team. You know the abilities of your equipment and your team better than anyone. You should get with all the lead personnel of each department and troubleshoot it internally first. You should ask each group if the sample is the following:
- Is it possible? Can this be done with the equipment and personnel we have?
- Is it easy to reproduce? Once we make it can we consistently make it over a long run? If not, what do we need to be able to do achieve this?
- Is it feasible? If we have to have additional equipment and or personnel is there still room for profitability? This is the bottom line.
Once you have determined that this is an option you want to proceed with, then it is time for counting the pieces of the puzzle.
Checking for Pieces
Ownership of this falls on your suppliers. I believe it is important that you work with the suppliers as a group. Just like you did internally you can have all the key suppliers working on this together. All the different suppliers have their expertise in their own product, but do not know the issues that another supplier can have. If they all get together as one then they can understand each other’s issues and may even have some suggestions to assist. This will make a huge difference on the timing and success of the project.
My expertise is on the anilox engravings. I will cover some of the basics of the anilox rolls. I will touch on the base materials used for anilox rolls and sleeves, materials used to cover the anilox rolls, as well as engraving formations and volume.
 Sleeve and Roll Materials
Sleeve and Roll Materials
The wide web anilox sleeve has become the most widely used anilox in our industry. This light weight alternative to the heavier roll counterpart has enabled printers to streamline their process.
- They have much quicker change over to allow them to bid on short run jobs.
- They allow the changing of the anilox without the need for overhead cranes and hoist systems.
- They are gearless to allow for less waste.
- They require less storage space for their inventory.
This has not come without a cost.
- The normal base material on these are aluminum.
- Wall thickness of the aluminum reduces the number of reworks that can be performed.
- Aluminum does not stand up well to harsh chemicals with high and low PH.
- Aluminum is much softer than steel and is prone to damage.
- These are handled much more and it increases the chances of damage.
Most wide web anilox rolls are made with steel journals, headers, and bodies. These are much heavier than the sleeves. The benefits are the following:
- Steel will stand up better to some of the harsher chemicals used in the printing industry.
- Bases are much more durable and repairable.
- Wall thickness allows for more reworks.
- Usually less expensive than sleeves.
The issues you have are:
- The need for a hoist or crane system to install and remove from press.
- Increased turnaround time on most systems.
- Additional waste on most systems during change over.
- More storage for inventory.
Plasma Spray Materials
There are two types of plasma spray materials used in the anilox processing.
- Metallics- This is applied to the base material to help with bonding and protecting the base material. There are several types of these materials used in the industry. These can also be applied with HVOF process or wire.
- Ceramics- The most widely used in the industry is chrome oxide. Chrome oxide is sold in different sizes and shapes. Hardness of the ceramic is based on application and engraving temperatures.
Engraving Formations
There are two different classes of engraving formations. There is the closed type of engraving and the open type of engraving. The closed cell type of engraving will be completely surrounded with walls. This allows for a controlled amount of material release based on the segregation. This type is most commonly used in the printing industry so I will start with that one first.
Closed Cell
The most commonly engraved closed cell formation is the 60 degree hexagonal engraving. It is easy to recognize as the cells form a bee hive type shape. This has been proven to be the most efficient cell configuration for most printing applications. This is why it is the most widely used cell in the industry. It is a proven cell and should be the first considered in most printing applications.
There have been a few modifications made to this configuration. They have been developed to help with the shortcomings that you can get with the 60 degree Hex shape.
The elongated cell was developed to provide the ability to increase volume but still keep the LPI high enough to work with finer plates. Instead of increasing the depth of the cell that will lead to reducing the efficiency of the cell, the cell is elongated to allow for it to remain shallow. The shallower the cell the more efficient it will be. The engraving angle will change based on the amount of elongation.
The stepped hex configuration is also a variation of the 60 degree hex cell. It has elongation and is stepped in the horizontal plane. This has been shown to help increase the efficiency of the elongation and improve density on several applications.
Open Cell
Open cells configurations are identifiable by a trough or channel that contains no walls. This allows for more release in viscous materials. This formation is used mainly with coating applications but has found some activity in the printing as well. These engravings are the Trihelical and channel type engravings.
There is also an open cell configuration Interflex Laser Engraver calls the Reverse Engraving. This engraving has no walls. It is just the center pins of the engraving.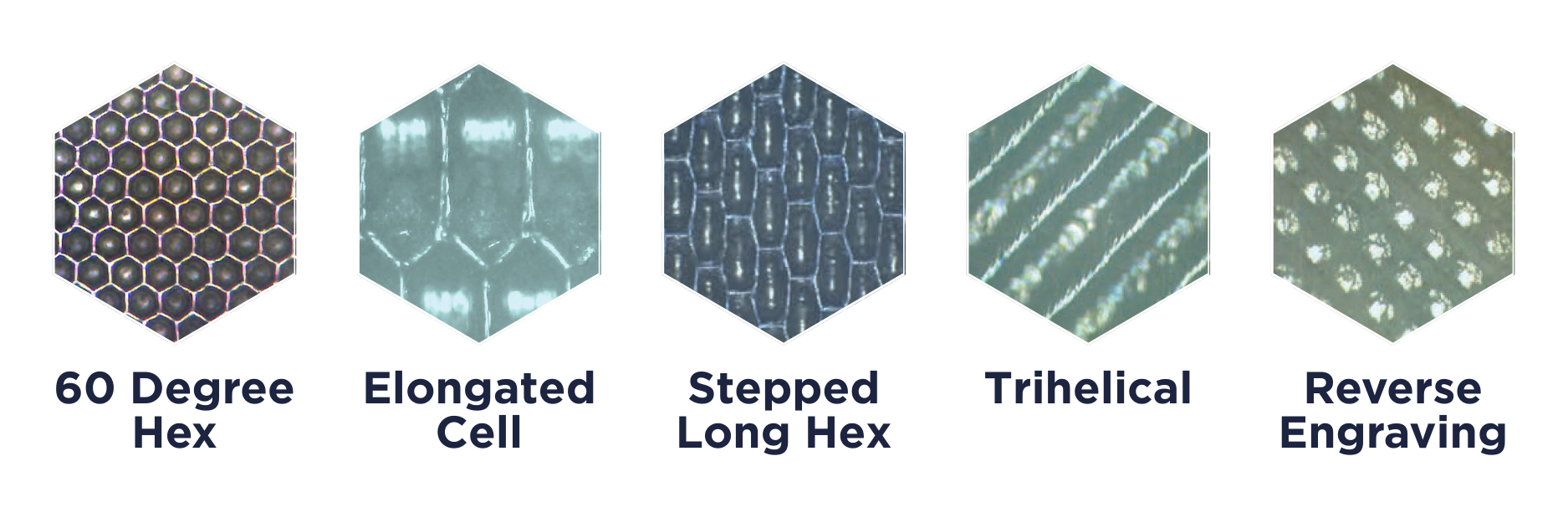
LPI and Volumes
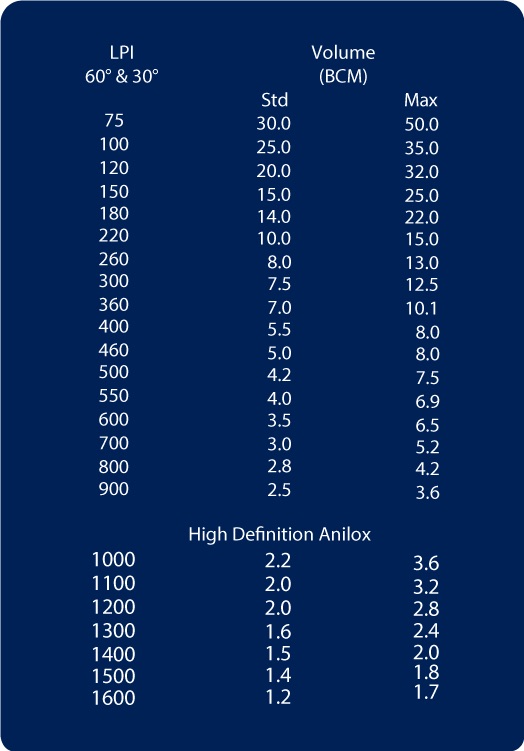
This is a list of screen counts in LPI and a range of Normal BCM to High BCM ranges.
Once you have found the correct cell configuration, you next need to look at screen count and volumes. Screen counts are identified by either LPI (lines per inch) or LCM (lines per centimeter). These will be determined by application and plate LPI and dot size.
Volumes are identified by either BCM (billion cubic microns per square inch) or cm3m2 (cubic centimeters per square meter). This is the amount of material that will be delivered to the printing plate.
IIt is important to take the depth of engraving into consideration when you are looking for a line screen and volume. The higher the line screen, the smaller the opening of the cell. This means if you want to have a larger volume you will need to go deeper. The deeper the engraving the less efficient that cell becomes. I always recommend to keep the cell as large as possible to meet the specifications of your plate and as shallow as possible to meet your volume needs. This allows for longer run life before cleaning and will also make cleaning much easier.
Have a Plan for Keeping the Finished Product
Once you have successfully completed the project you will need to be able to do it large scale. Ownership for this one falls under the category “all of the above”. As the printer you will need to document everything that was done to achieve your goal. As a supplier you need to maintain the products you supply to ensure continued success. Printers and suppliers will need to work together to make sure that the pieces continue to fit together properly.
- As an anilox supplier my responsibilities would be the following:
- Supply a consistent anilox roll/sleeve to my customer.
- Audit the inventory on an annual basis.
- Training of Personnel on handling my product.
Supply a Consistent Anilox
- Interflex Laser Engraver prides itself on supplying a consistent anilox roll. In order to do this, it requires a lot of work behind the scenes. Here are a few examples:
- Documentation of the testing of your plasma spray powders.
- Independent lab testing of spray materials sent out on a monthly basis.
- Independent calibration of spray equipment on an annual basis.
- Documentation of engraving specifics for each anilox.
- Volume readings based on electronic and liquid measurements.
- Calibrating electronic measuring devices on a continual basis.
- Servicing and documentation of the lasers on a continual basis.
- Continual training of personnel.
Audits and Training
It is important that you have an annual audit to see the condition of your anilox inventory. It is also a good way to make sure that you don’t have any issues with cleanliness, wear, or damage. It is important that when you schedule an audit that you have the rolls cleaned. Measuring dirty rolls will not give you an accurate assessment of your inventory.
Training is also important to maintaining the finished product. If you are mishandling or damaging the key pieces of the puzzle, it just will not fit together. Interflex Laser Engravers offers an Anilox 101 program that can be set up for anilox sleeves and rolls. It is a PowerPoint presentation that takes on average about an hour. It covers the “do’s and don’ts” on handling the anilox as well as some issues that we have seen happening around the industry. Your anilox supplier should also offer a similar program.
In the case of engraving with Interflex Laser Engravers, this training can also be personalized to your location. We can come in and discuss the issues that you know as well as look over the process. In looking over the process, we may be able to see an issue that you may not know that you have.
Training with other vendor types is also an option. Interflex Laser Engravers have conducted training classes with ink suppliers and doctor blade vendors. This training helps both vendors understand the issues that are occurring so that they can collaborate on a fix. It also lets the press team know that vendors are working together to solve problems.
In Conclusion
In the printing industry today, there are a lot of questions and confusion. It is like when you first open up that puzzle box. It’s a daunting task when there are 500 pieces jumbled up in front of you. The first thing I do is find the border pieces. In this case your suppliers are your border pieces. They can help you set the limits of their products. They give you a guideline to stay within. Once this is completed the correct suppliers can help you fill in the other pieces till your vision is complete.